Tradução: Diogo Kosaka
A Toyota introduziu um novo sistema de manuseio de material baseado em kits para reduzir a complexidade e melhorar a qualidade nas áreas nas áreas de montagem.
O novo método foi introduzido no Japão e na China, de acordo com Art Smalley, autor do manual “Criando o Sistema Puxado Nivelado” do Lean Institute Brasil. Smalley viu o novo sistema em ação em uma linha de montagem de motores durante um recente tour nas instalações da Toyota no Japão. Ele foi um dos primeiros americanos a trabalhar na Toyota do Japão nos anos 80 e ajudou a transferir os conceitos de equipamentos e os métodos de manufatura da Toyota para além do Japão.
Um funcionário da Toyota Motor North América disse que o sistema de kits estava sendo introduzido em cada vez mais linhas da planta de Georgetown no estado de Kentucky e outras plantas da América do Norte. Ele disse que não era uma mudança total no sistema de abastecimento de peças e não era aplicável para todas as áreas de produção.
Smalley disse que o sistema, chamado “set pallet system” (SPS) no Japão, funcionou melhor em linhas automatizadas do que nas células. A nova abordagem removeu as prateleiras de estoques ao lado das linhas, frequentemente chamadas de “flow racks”, de modo que os operadores não andavam mais das suas estações de trabalho para pegar peças. Ao invés disso, sinais eletrônicos avisam os movimentadores de materiais qual peça escolher das caixas separadas da linha. Eles escolhem e colocam a peças em pallets que vão junto com os motores a serem montados (veja os diagramas abaixo).
“Visualmente há uma grande diferença, pois as prateleiras desapareceram”, disse Smalley. “Eu fiquei surpreso. A área estava muito mais aberta e limpa do que o ambiente tradicional com todas aqueles materiais ao lado da linha, os quais bloqueavam a visão. A linha está muito mais aberta”.
Mais trabalho com valor agregado
Em Georgetown, as peças corretas para um Camry ou Avalon específico são dispostas em uma bandeja que era colocada dentro do carro e seguia com ele na linha. Como a seleção de peças é feita fluxo acima, os montadores da linha de montagem podem “focalizar na qualidade da montagem”, de acordo com um funcionário da Toyota. Variedade e a resultante complexidade se proliferaram na medida em que têm sido oferecidas mais e mais opções para os clientes. Por exemplo, antes de o novo sistema ser introduzido para as gerações atuais do Camry e do Avalon, os montadores tinham que escolher entre dezenas de variedades de um determinado item.
A mudança significa que agora os operadores focalizam 100% do seu tempo no trabalho que agrega valor que é a instalação de peças porque eles não precisam mais ficar fazendo atividades que não agregam valor como andar para pegar peças das prateleiras, nota Smalley. “Os operadores ficam em uma área muito pequena, agregando valor quase 100% do tempo”.
A troca também eliminou procurar, buscar e alcançar as peças pelos operadores da linha de montagem. O novo arranjo também tornou o treinamento dos operadores e dos movimentadores de materiais mais fácil porque as responsabilidades ficaram mais restritas.
O novo sistema concentra a seleção de materiais e o andar para pegá-los nas mãos dos movimentadores de materiais os quais são posicionados de sete em cada 10 estações ao longo da linha de montagem dos motores, disse Smalley. Embora o novo sistema tenha aumentado o número de movimentadores de materiais, ele comentou que, em média, a Toyota estimou que a mudança na produtividade total foi neutra devido a maior eficiência do uso da mão de obra direta. Um pequeno problema deste novo enfoque foi ter tornado mais difícil adicionar ou subtrair movimentadores na medida que o takt mudava.
Vantagens e Desvantagens
A grande vantagem do novo sistema de movimentação de material é a simplicidade e a melhoria na qualidade ao não permitir os erros. Smalley explicou que a Toyota do Japão tinha mais ou menos 5% de trabalhadores temporários quando ele estava lá na década de 80. “Agora chega a 40% em algumas plantas” ele disse. “E a força de trabalho também é mais jovem do que há vinte anos atrás e a lei trabalhista mudou permitindo que mais mulheres trabalhem na linha de montagem”.
Todas essas tendências criaram uma força de trabalho menos experiente com o trabalho na fábrica e menos familiar com os componentes automotivos do que no passado. Combinados com a proliferação da variedade dos componentes, erros na seleção de peças estavam ocorrendo e pequenos problemas de qualidade, como erros na montagem e parafusos não apertados suficientemente estavam descendo fluxo abaixo. “Eu acho que eles não conseguiram colocar poka-yokes em todos os lugares e a etapa lógica era simplificar ainda mais”, ele disse.
O novo sistema foi introduzido em uma planta de montagem de veículos na China de co-propriedade da Toyota que tinha pouco espaço para estocar materiais no final da linha de montagem, disse Smalley. Um esforço de kaizen criou a abordagem SPS. “Outros gerentes viram e adoraram o efeito que teve em limpar a área ao redor da linha” disse ele. “A linha tornou-se menos poluída, mais fácil de ver, mais fácil de se andar em volta, e simplesmente sentiram que tinham mais espaço para trabalhar. Uma por uma as plantas mudaram o sistema durante um ano ou dois e agora a linha de montagem de motores está fazendo o mesmo”.
Embora o sistema seja considerado novo, Smalley apontou que há uma versão similar que foi usada na linha número 14 na Planta de Motores de Kamigo da Toyota há 20 anos atrás. A linha fornece aproximadamente 100 diferentes tipos de motores e milhares de pequenas variações no nível de “part numbers” usados nos motores de todo o mundo. Outras linhas não sofrem as mesmas questões de complexidade e assim o sistema nunca foi propagado. Smalley notou que adotando o sistema SPS de movimentação de materiais hoje, demonstra que a flexibilidade do TPS se adapta as necessidades da situação ao invés de forçar uma solução para manter a padronização.
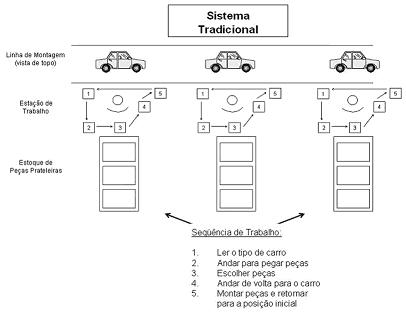
Os operadores da Toyota na linha de montagem tradicional perdiam muito tempo em atividades que não agregavam valor ao andar até as pratelerias (“flow racks”) para escolher peças.
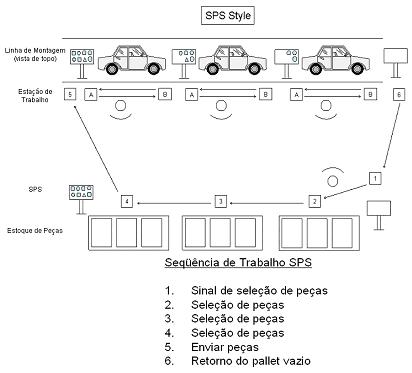
A movimentação do operador é drasticamente reduzida e a seleção de peças é eliminada com o novo sistema, também conhecido como “set pallet system” (SPS). A movimentação e seleção de materiais estão concentradas nos movimentadores de materiais, deixando os operadores da linha de montagem livres para se concentrar na montagem. No diagrama, os operadores andam da posição A para B durante a montagem, e depois de volta para a posição A. Depois de receber um sinal eletrônico de quais peças escolher, os movimentadores de materiais pegam as peças de caixas posicionadas em linha e colocam em pallets ou em bandejas que vão junto com o carro ou motor que esta sendo montado. Os movimentadores de materiais trazem as bandejas vazias de volta para as prateleiras para reabastecimento no final de suas estações de trabalho.
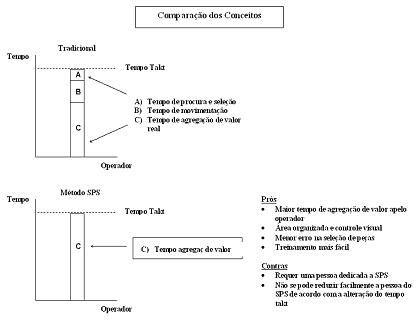
Essa análise representativa mostra no geral como o tempo de valor agregado pelo operador aumenta dramaticamente com o novo sistema.