Este artigo mostra os significativos resultados conquistados (redução do WIP em 40%, redução da movimentação do operador em 1.500 m/dia, melhoria na produtividade em 9%, maior satisfação do operador e melhores condições de segurança) com a implementação do Trabalho Padronizado em duas estações de trabalho em uma linha de usinagem de virabrequins da ThyssenKrupp - Campo Limpo.
A ThyssenKrupp é um dos grandes grupos de tecnologia que atua nas áreas de Aços, Produtos Automotivos, Elevadores e Serviços. Possui instalações na Europa, Américas do Norte, Central e do Sul e na Ásia. Uma delas localiza-se em Campo Limpo Paulista – SP (TKMCL) onde os setores de forjaria e usinagem produzem virabrequins, bielas, cubos de roda, etc para a industria automotiva do Brasil e para exportações.
Desde os anos 90, a planta tem passado por significativas transformações através de um esforço para criar fluxo, saindo de um layout funcional para um layout por família de produtos. Em 2001 e 2002, novas ferramentas como o Mapeamento do Fluxo de Valor (MFV) e a implementação de sistemas puxados, além da redução de set-ups e melhoria da manutenção foram colocadas em prática.
Uma nova etapa na implementação lean na TKMCL
A partir de 2005 com a valorização do Real e a crescente entrada de novas empresas neste mercado, cada vez mais competitivo, a TKCML considerou a necessidade de um novo esforço de melhoria e redução de custos. Desta forma, decidiu dar um grande salto em seu desempenho, procurando completar o elenco de ferramentas lean já implementadas.
Para alcançar este novo patamar na transformação lean da planta, a empresa decidiu implementar algumas novas ferramentas lean como Criando Fluxo Contínuo (Gráfico de Balanceamento do Operador), Sistema Puxado Nivelado, Logística Interna e Trabalho Padronizado (TP). Vamos mostrar neste artigo como foi a implementação do TP e os resultados iniciais conquistados em uma área piloto.
O que é o Trabalho Padronizado?
O Trabalho Padronizado (TP) é uma ferramenta lean básica centrada no movimento e trabalho do operador e aplicada em situações de processos repetitivos, visando a eliminação de desperdícios. Trata de estabelecer procedimentos precisos para o trabalho de cada um dos operadores em um processo de produção, baseado em três elementos:
1. Tempo takt, o ritmo em que os produtos devem ser produzidos para atender a demanda do cliente.
2. Seqüência de trabalho em que um operador realiza suas tarefas dentro do tempo takt.
3. Estoque padrão de processo, incluindo os itens nas máquinas exigidos para manter o processo operando suave e continuamente.
O TP permite a prática do Just In Time e do Jidoka (Autonomação) além de assegurar uma estabilidade básica nos processos para garantir que eventuais melhorias sejam mantidas de forma contínua.
Devemos destacar que Trabalho Padronizado não é sinônimo de Padrão de Trabalho. A ThyssenKrupp já possuía os Padrões de Trabalho básicos como os documentos nos quais estão as especificações de processo (comprimentos, diâmetros, tolerâncias, etc) mas não havia o Trabalho Padronizado.
A implementação do Trabalho Padronizado
A técnica foi disseminada em um Workshop especifico de dois dias com conteúdo teórico, exemplos e exercícios práticos na planta (Clique aqui para saber mais sobre esse treinamento). Foram selecionados tanto participantes da área piloto na linha de produção de virabrequins como também de outras áreas como bielas e forjaria para facilitar a disseminação posterior.
Os primeiros passos envolveram a coleta de tempos operacionais no próprio local de trabalho através da observação direta no "gemba" (chão de fábrica), deixando de lado os tempos padrões de Engenharia, e o apoio dos líderes e operadores envolvidos para construir o Gráfico de Balanceamento do Operador (GBO) para cada operador, tendo como referência o tempo takt.
A figura 1 mostra como, antes da implementação do TP, os tempos de ciclo dos operadores excediam o tempo takt, ou seja, eles não conseguiam atender a demanda dos clientes com a jornada de trabalho existente, obrigando a empresa a recorrer a horas extras. Após a implementação do TP, os operadores puderam operar abaixo do takt, o que significou atender com folga a demanda. Ao longo do artigo destacam-se as mudanças realizadas.
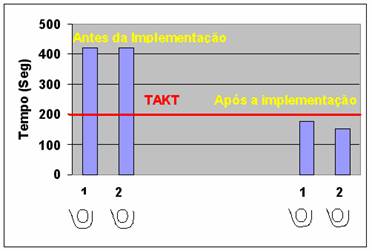
Figura 1 - Gráfico de Balanceamento do Operador (GBO)
Por sua vez, os tempos de processos automáticos, quando a máquina operava, também foram levantados, bem como atividades adicionais (por ex. caminhar) dando origem a Tabela de Combinação de Trabalho Padronizado (TCTP), conforme mostra a figura 2.
Tendo como base o GBO mostrado na figura 1 (antes da melhoria), foi possível desenvolver o TCTP, exibido na figura 2, na qualfica evidente a sobrecarga de trabalhos para ambos os operadores, extrapolando o tempo takt.
Figura 2 - Tabela de Combinação do Trabalho Padronizado – TCTP (antes da implementação)
A implementação do Trabalho Padronizado implicou nas seguintes melhorias:
1. Distribuição das cargas de trabalho dentro do tempo takt, atendendo a demanda do cliente sem a necessidade de se fazerem horas extras.
2. Transferência dos elementos de trabalho para operações anteriores (controlar roscas), ocupando melhor os operadores;
3. Ocupação dos tempos automáticos com operações manuais (rebarbar furo e carimbar);
4. Com a separação das operações não é mais necessário caminhar, evitando este desperdício;
5. Com a redução da carga de trabalho, trabalhando no ritmo do takt, foi eliminado o desperdício da espera (falta de peça na operação posterior).
Assim, o conteúdo do trabalho dos operadores após o TP ficou como demonstrado na figura 3.
Figura 3 - Tabela de Combinação do Trabalho Padronizado – TCTP (após a implementação)
Depois de elaborado e aceito o novo TCTP (figura 3) pela equipe e pelos operadores, padronizou-se a operação através do DTP (Diagrama de Trabalho Padronizado), conforme mostra a figura 4.
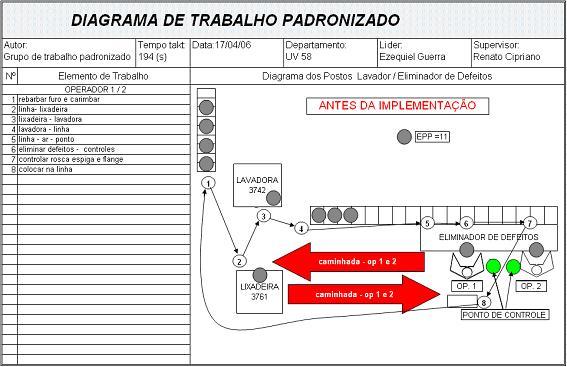
Figura 4a - Diagrama do Trabalho Padronizado (DTP), Antes
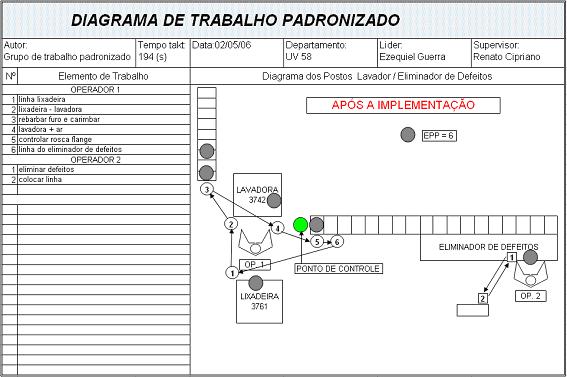
Figura 4b - Diagrama do Trabalho Padronizado (DTP), Depois
Benefícios da implementação
Sem realizar nenhum investimento, através da implementação do Trabalho Padronizado a planta conquistou o seguinte:
1. Redução do WIP (Estoque Padrão de Processo) em torno de 40%.
2. Diminuição da carga de trabalho com a eliminação da caminhada (1500 m/dia) e a transferência de trabalho para a operação anterior.
3. Ganho de produtividade com o balanceamento das operações, pois as peças são produzidas dentro do takt, evitando a sobrecarga e horas extras (2 horas/dia). Portanto, uma melhoria de 9% da produtividade
4. Satisfação dos operadores: “Por que não pensaram nisto antes?” foi uma frase dita por um dos operadores que mostra a satisfação com a implementação do TP, entendendo que esta ferramenta veio melhorar a operação do ponto de vista deles próprios.
5. Diminuição do risco de acidentes. Entre as operações existe um desnível e quando as operações foram separadas, eliminando as caminhadas, os operadores não sobem nem descem mais este degrau, evitando riscos de acidentes.
Lições aprendidas
A aplicação do TP demonstrou ser uma ferramenta poderosa de sustentabilidade de kaizens. A empresa agora possui condições de implementar melhorias que efetivamente se sustentam ao longo do tempo e com isso os operadores podem estar ligados diretamente. A equipe da empresa envolvida no trabalho descobriu novas oportunidades de ganhos, até então desconhecidas.
Outros elementos do sistema lean como o sistema puxado com baixos estoques, o fluxo contínuo baseado no takt, etc., tornaram-se mais sólidos e tornando mais evidentes os problemas na área piloto. Desse modo, com TP e métodos adequados de solução de problemas, permite-se garantir a estabilidade dos processos.
A inclusão dos operadores e líderes para o planejamento do trabalho foi fundamental. Com isso, os programas de envolvimento e sugestões ganharam mais sentido, pois, finalmente, o operador pôde participar da definição e melhoria do seu próprio trabalho.
O treinamento dos operadores tornou-se bastante facilitado pela clareza do conteúdo, da sequência, do início e final de cada operação.
Expansão para outras áreas da TKCML
O aprendizado e os grandes benefícios apresentados com o TP em uma linha piloto de usinagem de virabrequins permitirá que a equipe de multiplicadores treinada possa expandir para outras linhas dessa área, assim como para as seções de bielas, forjaria, entre outras, e com isso, ajudar o salto na transformação lean da ThyssenKrupp Metalúrgica Campo Limpo.
Gostaria de saber mais? Leia o artigo de Michael Ballé sobre Como começar a implementar o trabalho padronizado
Bibliografia
No manual Criando Fluxo Continuo de Harris, Rick e Rother, Michael (Lean Institute Brasil, 2002) você aprenderá como construir o Gráfico de Balanceamento do Operador.
Para maiores informações sobre os principais termos lean veja o Léxico Lean (Lean Institute Brasil, 2003).
Sobre os autores
Marino Kishida é especialista em lean do Lean Institute Brasil. Foi Gerente da Produção da planta de Indaiatuba da Toyota do Brasil onde o Corolla é produzido.
Ezequiel Guerra é Mestre Geral de Usinagem e Adriano Silva é Engenheiro Júnior, ambos da TKMCL.
Colaboradores do workshop de Trabalho Padronizado: João Luiz Marassi, Luis Fernando Ruffino, Alessandro Pessoto, Elcio Ferracini e Renato Cipriano da TKMCL e Gilberto Kosaka do Lean Institute Brasil.
Kishida, Marino (Lean Institute Brasil)
Silva, Adriano Henrique (ThyssenKrupp)
Guerra, Ezequiel (ThyssenKrupp)