Este artigo procura mostrar, com base em minha experiência pessoal, como a Toyota prioriza a estabilidade do seu processo produtivo, e de que maneira e com quais ferramentas seus profissionais “lutam” diariamente contra as causas da instabilidade.
Inicialmente, apresenta-se a definição de estabilidade pela Toyota e em seguida, mostra-se a relevância do planejamento efetivo dos recursos produtivos. Os fatores que geram instabilidade são mostrados assim como os métodos para a resolução destes problemas. Destaca-se ainda o papel fundamental da média gerência no esforço para garantir a estabilidade, e finalmente, sugere-se às empresas que estão iniciando ou já estão avançadas em suas respectivas jornadas lean, colocarem a busca do equilíbrio como elemento central em suas estratégias.
Em particular, mostraremos as instabilidades na linha de montagem devido às mudanças da demanda do cliente, como isso afetava a velocidade da linha e a necessidade de modificação na distribuição do trabalho.
1) DEFINIÇÃO DE ESTABILIDADE NA TOYOTA
A estabilidade na produção ocorre quando se consegue produzir de acordo com o planejado, isto é, primeiramente calculando-se o Takt Time (ritmo da demanda do cliente) e determinando quais são os recursos necessários (quando se fala “necessários”, entenda-se a quantidade de pessoas, máquinas e materiais definidos pelo Takt) para se produzir com o menor desperdício possível, sem afetar a segurança e garantindo a qualidade.
De acordo com a Toyota, uma produção é estável quando atende no mínimo 95% do planejado, com recursos para conseguir recuperar o atraso dentro do mesmo período, pois vivemos em um mundo no qual os problemas certamente ocorrerão. É por esta razão que na Toyota os turnos de trabalho são espaçados, de uma a duas horas, e portanto cada turno deve recuperar seu atraso.
Além disso, uma produção ou processo é considerado estável quando tiver métodos claros e robustos para rapidamente resolver todos os problemas ocorrentes.
2) PLANEJAMENTO DOS RECURSOS NECESSÁRIOS PARA A ESTABILIDADE
A etapa de planejamento dos recursos recebe sempre uma dedicação cuidadosa da Toyota de modo a evitar ao máximo os desperdícios ou não prover os recursos necessários para atender a demanda. Em particular, os 4M’s (Mão de Obra, Método, Material e Máquina) são minuciosamente planejados.
a) MÃO-DE-OBRA
O número de pessoas necessário é obtido pela divisão do tempo de trabalho requerido pelo tempo Takt (ver “Manual Criando Fluxo Contínuo”, de Rother e Harris publicado pelo Lean Institute). Mas como vivemos em um mundo imperfeito, identificamos um tempo de Ciclo Operacional para a linha ou célula, normalmente entre 90% a 95% do valor do Takt calculado. Por exemplo, se tivéssemos um Takt de 15 minutos por veículo, o tempo de Ciclo Operacional será de 13,50 a 14,25 minutos por veículo, ou seja, a linha deverá trabalhar um pouco mais rápido e com mais pessoas que o necessário.
b) MÉTODO
No caso de linhas de produção compostas de vários estágios ou estações de trabalho, o tempo de Ciclo Operacional é conhecido como “Line Speed”, a velocidade na qual devemos trabalhar. Assim se determinarmos que a velocidade da linha seja, por exemplo, 13,5 minutos, cada pessoa teria 13,5 minutos de exercício a ser realizado por estágio de trabalho. A TCTP (Tabela de Combinação do Trabalho Padronizado, um dos documentos do Trabalho Padronizado) era então elaborada com esse tempo de 13,5 minutos e o conteúdo, tempo e seqüência de cada operação definidos.
c) MATERIAIS
Os materiais deveriam também obedecer ao Line Speed, ou seja, a movimentação e as rotas de entrega de materiais (ver o Manual “Fazendo Fluir os Materiais” de Harris, Harris e Wilson publicado pelo Lean Institute) deveriam acontecer dentro do intervalo de 13,5 minutos. Mas como esse tempo demandaria muitos recursos, normalmente a Toyota utiliza rotas de 1 hora.
d) MÁQUINAS
No caso de linhas de montagem, com cada estação de trabalho tendo o comprimento de 5 metros, resulta em uma velocidade da esteira transportadora de 0,37 metros/minuto (5 metros / 13,5 minutos por veículo), e as máquinas e equipamentos de cada estágio devem ser projetadas com o seu tempo de ciclo em até 80% do valor do Line Speed (13,50 x 0,80 = 10,80 minutos por veículo). Deste modo é por onde determinávamos o projeto de um equipamento, observando-se as possíveis variações nesta velocidade.
3) COMO MEDIR E ACOMPANHAR A ESTABILIDADE
Como saber se um processo ou linha esta estável? Deve-se definir a expectativa de produção hora a hora e registrar a produção real. Os desvios entre o real e o planejado representam a falta de estabilidade do processo, significando a ocorrência de problemas.
Para o exemplo já mencionado, sabíamos que em uma hora de trabalho deveriam ser produzidos 4,44 veículos, e para 8 horas de trabalho em 1 turno seriam produzidos 35,5 veículos. O controle da produção era feito por um quadro de acompanhamento, onde eram anotados o planejado x real. A cada hora de trabalho, o líder acompanhava o que tinha sido realizado, e não havendo problemas, era anotado que neste intervalo de hora foram produzidos 4,44 veículos. Mas se por exemplo, um problema em uma determinada máquina parava a linha por 10 minutos, marcávamos que a produção tinha sido de 3,70 veículos e com 10 minutos de atraso ou parada da linha (assim sabíamos a cada hora o atraso e respectivos problemas, e no final do dia o atraso acumulado).
Na verdade, era observado o indicador “downtime do processo”, pois quanto maior o valor deste indicador, mais instável era o processo. Para uma produção ser considerada estável, no exemplo acima o permitido era atingir no máximo 27 minutos de downtime (atraso acumulado para um total de 480 minutos por turno). A produção em atraso poderia ser recuperada com horas–extras.
A mudança na demanda também gera instabilidade, pois a velocidade da linha deve ser alterada e isso sempre determina uma nova TCTP, ou seja, uma redistribuição do trabalho e de pessoas. Essas alterações incluíam o rearranjo do lay-out, da quantidade de pessoas e modificações nos equipamentos, gerando muitos problemas no decorrer da produção. O downtime nesta situação chegava a níveis altíssimos, pois era necessário uma perfeita interação entre pessoas, métodos, materiais e máquinas à nova velocidade da linha.
No quadro de acompanhamento da produção, muitos problemas provenientes dessa interação eram anotados, e a equipe composta da Chefia em conjunto com os operadores tinham que realizar kaizens para eliminar ou reduzir as causas dos problemas.
4) MÉTODOS PARA GARANTIR A ESTABILIDADE
Como conseguíamos a estabilidade da produção? Bastava resolver os problemas quando eles apareciam, o mais rápido possível, com método científico ou embasado no conhecimento e atitudes da Média Chefia.
As paradas de linha ocorrem devido a inúmeros problemas tais como máquinas com deficiências, quebras, set-up altos, falta de peças, erros do operador, peças incorretas ou com problemas, e outros. Tudo era anotado no quadro de acompanhamento da produção e abordados pela equipe assim que surgiam. Exemplificando, se houve a parada devido a uma disfunção em um equipamento, imediatamente a chefia começava a planejar um kaizen para eliminá-la ou reduzi-la, pois sabia que este problema poderia voltar a acontecer. Dentre as várias dificuldades, era escolhido um tema (problema principal) e aplicado os “cinco por quês” para encontrar a causa raiz.
Importante ressaltar que o alerta para uma possível parada e a real necessidade “em parar” era determinado pelos operadores. Outro exemplo, um operário que se atrasou durante o trabalho podia através de uma “cordinha” (ou de botoeiras em todos os estágios ou postos de trabalho) avisar que estava com dificuldades. Ao usarem esses dispositivos, acionava-se um andon (neste momento acendia uma lâmpada amarela) que indicava qual área estava enrolada e determinava um certo tempo (o décimo da fração do Takt ou Line Speed) para que se fosse resolvido o problema.
A lâmpada amarela acesa desencadeava uma verdadeira “batalha”, onde os líderes, supervisores e chefes dos setores corriam para verificar e sanar a questão antes que a linha parasse, isto tudo dentro de um décimo da fração do Line Speed. Caso não conseguissem resolver a tempo, ao acender a lâmpada vermelha, várias outras lâmpadas vermelhas ficavam acesas na sala da Direção da área, na sala do Chefia da Manutenção, e se fosse o caso, na sala do Departamento que gerou a falha (muitas vezes, ao se montar o câmbio, ocorriam erros com as peças usinadas, e as Chefias imediatamente seguiam para a linha onde acontecia o problema). Quando infelizmente a linha parava, todo um grupo de pessoas de diversas áreas correlacionadas partia para a resolução mais metódica, e essa reação das pessoas era automática, melhor explicando, era um hábito. No final do controle horário, o problema era descrito, o tempo de parada determinado, e anotada a quantidade de veículos produzidos.
Esse procedimento era diário, e assim os problemas não solucionados ou repetitivos eram identificados. Partia-se então para uma ação mais sistemática quando os responsáveis pela Produção (chefes, supervisores, encarregados) se reuniam durante o dia para resolverem falhas mais significativas, através de abordagem científica e determinando um plano de ação, com urgência na execução durante e após o expediente, inclusive durante as “paradas de linha”. Nestas paradas as pessoas da linha eram deslocadas para irem executar os kaizens determinados pelo plano de ação e isso era vital, os próprios funcionários faziam as melhorias.
5) O PAPEL CENTRAL DA MÉDIA CHEFIA PARA GARANTIR A ESTABILIDADE
A responsabilidade de ação no “chão de fábrica” é da Média Chefia e não da Direção. Ela deve direcionar as ações imediatas (quando o andon fica amarelo), emergenciais (quando o andon fica vermelho), e coordenar a resolução de problemas através de grupos de CCQ, CK (Circulo de Kaizen) e Sugestões. Deve tomar as decisões, solicitar os recursos à Direção, coordenar e integrar os departamentos da Manutenção, Ferramentaria, Engenharia, Qualidade, Recursos Humanos, Suprimentos e outros. Deve ter bom relacionamento e livre acesso a todos esses departamentos.
Muitos poderiam questionar a capacidade da Média Chefia em planejar e executar as melhorias. Isso era possível na Toyota do Brasil devido a uma estratégia da Direção em que, geralmente os Chefes ou Supervisores eram profissionais bastante qualificados, oriundos da Engenharia Industrial/Processos, que após alguns anos de treinamento na Engenharia e em outras áreas (inclusive com estágios na matriz) eram promovidos para a área produtiva. O que significa dizer que a Chefia da produção tinha o conhecimento técnico para abordar cientificamente os problemas, dentro do procedimento da empresa e do departamento, e com o apoio das pessoas da produção. Este procedimento acelerava a resolução do problemas, pois não era necessário esperar que os departamentos correlacionados se deslocassem para resolver.
Como mencionado, um dos recursos interessantes para a resolução das equações mais difíceis era a Chefia entregar aos grupos de CCQ (Círculo de Controle da Qualidade) e CK (Círculo de Kaizen), a obrigação de entender, analisar, diagnosticar e resolver o assunto. Neste caso, o tempo de resolução era mais prolongado, e levava em média de 3 a 6 meses sob a orientação da própria Chefia. Outro recurso utilizado era o Plano de Sugestão, no qual os funcionários ao detectarem problemas resolviam sob orientação, então preenchiam os formulários de sugestão para apresentarem à Direção. Esse é outro diferencial da Toyota, pois é voluntário e resgata a participação de todos na luta contra os desperdícios e problemas.
Com todas essas funções, a Média Chefia desempenha a função do “gerente de fluxo de valor”, pois é responsável pelo produto porta a porta. Este profissional é suportado pelo seu staff, seus funcionários e por todos os responsáveis de outros departamentos. Esse é um dos diferenciais do Sistema Toyota de Produção, o comprometimento e o envolvimento das pessoas quanto à resolução dos problemas. Percebe-se que todos estão engajados na melhoria contínua da empresa.
6) LIÇÕES PARA OUTRAS EMPRESAS.
Nossa experiência implementando “lean” tem demonstrado que para as empresas que estão iniciando ou que já estão a algum tempo na Jornada Lean, devem principalmente focar a estabilidade básica dos processos, o planejamento adequado, o acompanhamento real do planejado, a resolução dos problemas e na formação das lideranças, talvez com a participação diária de um “sensei” (especialista em lean), pois a continuidade só é conseguida com a postura das pessoas. Inicialmente este sensei deverá estar ligado diretamente ao número “1” da empresa, reportando as ações, os resultados, e sendo respaldado em todas as mudanças necessárias. O número “1” também deve ser reeducado, pois devemos seguir o pressuposto de que o superior sempre deve estar ao mesmo nível do especialista, para que possa dar continuidade ao ensinamento.
Os Departamentos da Produção, PCP e Engenharia Industrial devem implementar o procedimento de planejamento e acompanhamento da produção de forma sistemática, com planos, relatórios produtivos e medição dos indicadores. Implementar reuniões de acompanhamento dos problemas levantados na produção para a rápida remoção do desperdício, além da intervenção imediata da Liderança para os pequenos e fáceis problemas (não se esquecendo que estes devem ter treinamento para tal).
Outro ponto importante é a necessidade de reestruturação dos Departamentos da Manutenção, RH, Engenharia, Qualidade e Suprimentos, para que apóiem as necessidades da Produção quanto às necessidades de melhor nivelamento e otimização dos recursos.
A Manutenção deverá melhorar o atendimento à Produção, com metodologia de elaboração de ordens de serviço que facilitem a identificação do tipo de trabalho, sua prioridade, e intervenção, levantar exatamente sua capacidade x eficiência de atendimento, classificar os serviços e máquinas críticas (curva ABC), e implementar o plano de manutenção preventiva, direcionando para a implementação do TPM.
O Departamento de RH deverá apoiar na reestruturação dos turnos, prevendo intervalos para a possibilitação de recuperação dos atrasos, reelaboração dos níveis organizacionais para permitir os funcionários multi-funcionais, planejamento de treinamentos e aperfeiçoamentos das pessoas, entre outras ações.
7) CONCLUSÃO.
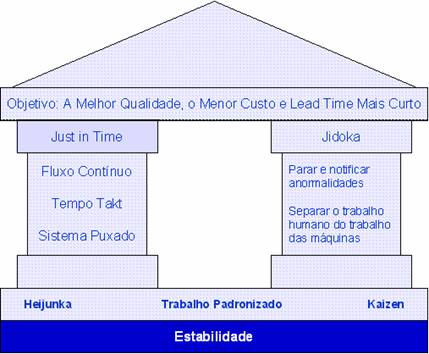
A “Estabilidade” do processo é o alicerce básico que devemos procurar, pois ele sustenta o “Sistema Toyota de Produção”. É de fundamental importância para as empresas iniciantes na implementação Lean que antes da introdução das ferramentas tenham os 4M’s estabilizados, e isso é conseguido pelo trabalho em equipe, sendo que a Média Chefia tem papel fundamental neste processo.