Tradução: Diogo Kosaka
Grandes estoques. Lead times longos. Entregas sem freqüência. Grandes estoques para cobrir as flutuações na demanda. Essas não são características normalmente atribuídas ao modelo lean da Toyota, mas elas já descreveram com precisão o sistema de distribuição de peças das montadoras.
"Costumávamos mandar um pedido com uma grande quantidade para as nossas concessionárias", disse Bob Gallagher, gerente do centro de distribuição de peças da Toyota em Mansfield, estado de Massachussetts. Por sua vez, o centro de distribuição de peças de Gallagher recebia um grande carregamento semanal de peças norte-americanas de um fornecedor em Kentucky e um grande carregamento semanal de peças japonesas armazenadas em um almoxarifado na Califórnia. Como qualquer outro sistema convencional de distribuição com baixa freqüência e grandes lotes de reabastecimento por ciclo, esse sistema gerava muito desperdício.
Centro de Distribuição de Pecas da Toyota em Boston
- Aberto em 1980
- 1847.400 pés quadrados
- dois turnos
- 36 colaboradores no armazém, 5 colaboradores administrativos e de apoio, 1 gerente e 7 lideres (operações, logística, serviço aos clientes)
Por exemplo, já que as concessionárias não conseguem ter uma previsão precisa de quais peças os clientes irão precisar na próxima semana, elas mantêm um alto estoque para garantir um suprimento consistente entre as entregas semanais. Por sua vez, a rede de distribuição de 11 centros da montadora precisava de enormes estoques para fornecer às concessionárias.
O sistema também prejudicava a produtividade na central de peças, pois as concessionárias colocavam diariamente pedidos de peças "críticas" – peças que acabaram – junto com seus pedidos semanais de estoque. "Basicamente o que fazíamos em qualquer armazém no país era ir até o centro de distribuição uma vez para coletar os itens do pedido e voltar mais tarde durante o dia para pegar os itens críticos", explicou Bob Gallagher. “Fazíamos duas vezes mais movimentações no armazém para cada concessionária." O volume de pedidos críticos cresceu até atingir 45% do volume de pedidos diários. O truque foi diminuir a quantidade de pedidos críticos e aumentar os pedidos normais porque o grande ganho na produtividade vem de processar pedidos de itens de peças de reabastecimento padrão como velas, filtros, capôs, pára-choques etc.
O sistema tradicional também era ineficiente para as concessionárias. Uma grande concessionária em El Monte, CA, pediu dois contêineres de 48 pés para entregar seu pedido semanal. A concessionária precisou de mão-de-obra e espaço para descarregar e estocar os enormes carregamentos. E o centro de distribuição de peças precisou de espaço na doca equivalente a dois containeres para o carregamento. Esse era o espaço que o centro de distribuição poderia ter usado para aumentar a velocidade de descarregamento das peças que chegavam da Califórnia e de Kentucky.
Conforme a Toyota vendesse mais carros e modelos nos EUA, os problemas ficariam piores – e mais caros – se as concessionárias e os centros de distribuição tivessem que derrubar as paredes e adicionar operários para dirigir a crescente pilha de novas peças. É um dinheiro que poderia ser melhor investido no marketing de novos modelos ou adicionando espaço para show-room. Aplicando os princípios pioneiramente implementados na fábrica, como o fluxo de uma só peça, kaizen e nivelamento, a Toyota começou uma transição de uma distribuição convencional para um sistema just-in-time
Uma peça por vez
A Toyota construiu o novo sistema com base em pedidos e entregas freqüentes para o reabastecimento dos níveis mínimos de estoque cobrindo a demanda real. Então, quando uma concessionária em Vermont recolocou o capô em um Camry de um cliente, ela pediu uma nova peça para o gerente do centro de distribuição de Mansfield, Bob Gallagher, que entregou um novo capô, não um pallet cheio, no dia seguinte. Gallagher solicitou um novo capô para o armazém de Kentucky que entregou um novo capô, não um pallet carregado, no dia seguinte e fazendo em seguida um pedido para a fábrica fornecedora. A Toyota chamou isso de “venda um, compre um, faça um”.
Iniciado em meados dos anos 1990, a Toyota lançou o novo sistema na costa oeste e gradualmente foi expandindo por todo país. “Realizou-se muito treinamento antes que acontecesse”, relatou o gerente de Mansfield. Eventualmente, as concessionárias começaram a fazer pedidos diários junto ao centro de distribuição. As peças pedidas até no máximo 4 da tarde eram entregues às 7 da manhã do dia seguinte (as concessionárias podiam fazer pedidos de peças críticas até às 6 da tarde). Isso permitiu às concessionárias diminuir os níveis de estoques e somente fazer pedidos críticos do que realmente era absolutamente necessário.
“Nós basicamente pegávamos o pedido semanal e dizíamos: ‘nós enviaremos um pedido diário; então peça somente o que precisa para reabastecer as suas prateleiras’”, explicou Bob Gallagher. "Uma concessionária muito astuta pode dizer que tipo de estoque é necessário para velas, filtros e outros itens de manutenção. Um alternador para um Corolla 1978 é diferente. Qualquer concessionária que precisasse de uma dessas peças poderia fazer um pedido crítico hoje, que estaria na oficina às 7 da manhã de amanhã. Mas os carregamentos críticos são estritamente para os clientes que estão com seu veículo quebrado e a concessionária não possui a peça necessária", exemplificou.
Inicialmente, algumas concessionárias estavam apreensivas quanto à mudança e se apoiavam em enormes pulmões. Mas algumas, convencidas de que poderiam receber o que precisassem no dia seguinte, livraram-se rapidamente de centenas de milhares de dólares em estoque que dedicaram para propaganda, melhorias nas instalações e outros benefícios. "Ao longo do tempo, todos passaram a acreditar no sistema”, disse o gerente.
A maioria dos pedidos ocorre automaticamente agora. As concessionárias estipularam uma quantidade mínima de estoque nos seus computadores para cobrir o histórico diário da demanda. Por exemplo, uma concessionária mantém dois capôs em estoque. Quando ela vende um, seu sistema interno automaticamente faz um pedido de mais um para o centro de distribuição de peças regional. O sistema reabastece os itens de manutenção, como velas e pastilhas em quantidades de 15 ou menos ao invés de caixas totalmente cheias. Os pedidos vão das concessionárias para a Toyota Motor Sales em Torrance, CA, a qual checa os pontos chave de qualidade, como ter os números das peças (“part numbers”) corretos para que pedidos incorretos não sejam mandados para os centros de distribuição. Torrance também olha a base de dados dos centros regionais de distribuição de peças para garantir que tenha os itens necessários. Para o novo sistema funcionar consistentemente, a demanda real do cliente deve também ser separada da demanda criada por vendas. "Se ocorrer uma promoção, vendas nos avisará e nosso departamento de compras fará alguma manipulação manual no sistema de pedidos para garantir que tenhamos as peças." Em algumas semanas antecedendo as vendas, o estoque aumenta.
Kaizen
Para converter os centros de distribuição de peças para um sistema just-in-time de distribuição, os especialistas da Toyota conduzem o jishuken (super treinamentos de kaizen) para melhorar processos chave. Tipicamente, foi um desses que aperfeiçoou a produtividade da coleta de peças enquanto Bob Gallagher era gerente do centro de distribuição de peças de Chicago.
O andar principal do centro de distribuição mantinha a maioria das peças, mas uma área no mezanino concentrava todas os pedidos de baixa freqüência. "Todo pedido possuía pelo menos uma peça no mezanino, então o operário tinha que pegar as peças e depois descer de novo", ilustrou o gerente de Mansfield. Depois de fazer observações e análises do trabalho nos próprios locais de trabalho, a equipe de melhorias fez um novo design do processo de pegar peças para reduzir o número de viagens de subidas e descidas. Os operários pegavam todas as peças necessárias no andar principal e depois uma ou duas pessoas, dependendo do volume do pedido, iam para o mezanino pegar todas as peças com baixa freqüência.
"Então, ao invés de 12 pessoas ficarem subindo lá a cada hora, uma pessoa subia e nos mandava tudo que precisávamos", continuou Bob Gallagher. "Isso evitou que 11 pessoas tivessem que subir e descer". A melhoria economizou vários minutos por hora. O que não parecia muito para os gerentes de um sistema convencional, "mas você está economizando isso no primeiro e segundo turnos, notou. "Depois estenderam as economias para uma semana. É aí onde você realmente começa a ter seus ganhos – alguns segundos aqui, outros ali, logo estará economizando minutos e depois horas".
Outra mudança foi agrupar as concessionárias que tinham como fornecedor o centro de Chicago em rotas maiores. Os operários dos centros de distribuição pegavam os pedidos por rotas. Então, criar grandes grupos significava diminuir as viagens dentro dos armazéns, economizando tempo e melhorando muito a produtividade. Idéias (kaizen) de vários armazéns são compartilhadas em um web site. Cada centro de distribuição tem um objetivo anual para projetos de kaizen. Uma vez completo, o kaizen é definido em um formulário A3. Os kaizens são enviados para as matrizes, as quais colocam em um web site acessível para qualquer armazém. Nós pegamos idéias de outros armazéns também.
Nivelamento
Provavelmente o grande benefício do novo sistema foi o nivelamento ou a suavização do trabalho nos centros de distribuição de peças, notou Bob Gallagher. Em um centro de distribuição convencional, os gerentes tipicamente fornecem aos trabalhadores uma lista com oito horas de peças para pegar das prateleiras. "Se tiver terminado tudo em quatro horas, você descobre um lugar para se esconder pelas outras quatro horas", disse o gerente de distribuição. Baseado em uma análise do trabalho que inclui estudos de tempo, Mansfield implementou ciclos repetitivos para pegar peças de 12 minutos, suavizar o fluxo de trabalho e criar um ritmo de trabalho mais regular.
"Podemos utilizar ciclos de 12 a 15 minutos porque os dois são divisíveis por 60 minutos", explicou o gerente de Mansfield. Existem vantagens e desvantagens de cada um. Usando um ciclo de 15 minutos para pegar peças significa que os operários fazem uma viagem a menos por hora de volta ao quadro de programação onde eles recebem a próxima tarefa. No entanto, eles puxam carrinhos maiores e mais pesados, pois carregam mais peças em 15 minutos. "Descobrimos que 12 minutos era o melhor número para nós aqui", afirmou Bob Gallagher.
O quadro de programação (heijunka box) é um simples quadro aberto com linhas e colunas de pequenos cubículos (parecido com uma espécie de antigo distribuidor de cartas). Apesar de sua modesta aparência, o impacto do quadro em manter o fluxo e o ritmo do trabalho é significativo. Ao longo dos dois turnos de Mansfield, nivelou-se a demanda em um ritmo regular e estável. Veja como:
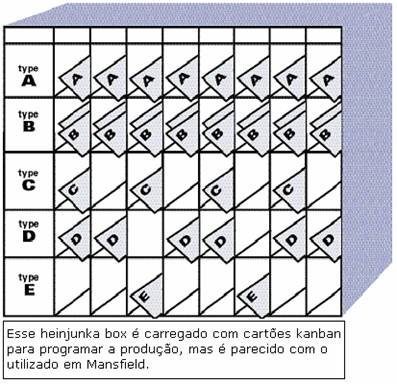
Cada linha do quadro representa uma rota de caminhão. (Mansfield fornece para 112 concessionárias em 18 rotas). Cada coluna representa um intervalo de 12 minutos. Um computador e uma impressora em um escritório adjacente ao quadro imprimem cartões que se assemelham ao kanban quatro vezes ao dia, em intervalos regulares. Cada cartão é um pedido, como um capô ou no caso de peças de manutenção, uma caixa com 10 velas. Uma pessoa do escritório agrupa os cartões em pacotes de 32 para peças pequenas, em 19 para itens maiores e carrega cada grupo em cada espaço do quadro de programação. (A observação e o estudo dos tempos mostraram que os funcionários podem pegar 32 pequenas e 19 peças grandes em 12 minutos).
"Tendo ciclos de 12 minutos para peças grandes e pequenas, cada colaborador pode pegar cinco lotes em uma hora. É assim que monitoramos a produtividade", relatou o gerente do centro de distribuição de Mansfield, Bob Gallagher.
Os colaboradores retiram as tarefas da esquerda para a direita. Usando carrinhos, eles retiram as quantidades de peças do estoque de acordo com o que está anotado em cada cartão. Para pegar a maioria dos itens, os operários utilizam carrinhos com totes (divisões). Cada tote representa uma concessionária da rota. Os colaboradores que pegam as peças mais volumosas utilizam carrinhos maiores. O lay-out do armazém é concebido de forma a otimizar a eficiência e a segurança. As peças mais volumosas e pesadas estão perto da doca de expedição assim com as peças de maior freqüência de movimentação. A cada 12 minutos, eles trazem os carrinhos cheios com os itens dos pedidos para as linhas de expedição perto do trailer de espera, atribuído à rota que estão trabalhando. Depois, retiram outro pacote de cartões.
Um cartão amarelo acompanhando o pacote sinaliza para o colaborador que esse é o último lote para a rota. Ele ou ela tem um ciclo extra de 12 minutos para finalizar o trabalho e carregar em um container em rodas que outros colaboradores irão levar para dentro do trailer. Os cartões completos são colocados em uma caixa no container. O primeiro caminhão carregado é destinado ao Maine, a rota mais longínqua. Os motoristas possuem as chaves das concessionárias para assim poder fazer as entregas nas áreas seguras. Uma empresa contratada entrega para os pontos mais remotos. Uma operação interna de transporte faz o balanceamento das rotas.
O nivelamento combinado com os dados históricos dá a Bob Gallagher uma idéia muito boa de qual volume de pedidos que as concessionárias mandarão em um dia. "Podemos prever com maior acuracidade em uma segunda-feira qual será nosso dia mais pesado da semana, e que iremos embarcar de 10.500 a 11.000 pedidos. Você pode quase apostar nisso", afirmou. Em uma segunda-feira recente, Mansfield embarcou 10.984 pedidos.
Esses dados utilizados com um software desenvolvido na empresa ajudam os gerentes da planta a planejar a mão de obra necessária. Há uns dias, o software mostrou que eram necessários 9,25 colaboradores para atender os pedidos das rotas de um a quatro. Dez pessoas foram atribuídas inicialmente, mas uma seria redistribuída mais tarde para trabalhar em outras rotas, por conta da fração. Se os gerentes souberem quantas pessoas são necessárias para fazer a coleta dos pedidos, outros colaboradores podem ser deslocados para descarregar os seis trailers que chegam diariamente dos dois armazéns fornecedores, ao invés de todos pegarem ou todos descarregarem, o que vai contra o padrão de nivelamento.

O planejamento da mão de obra normalmente se desfaz quando as concessionárias estão abertas em um feriado. No dia seguinte, a Mansfield estaria inundada com pedidos das concessionárias”. Como forma de uma contramedida, o calendário de feriados de Mansfield é sincronizado com o das concessionárias.
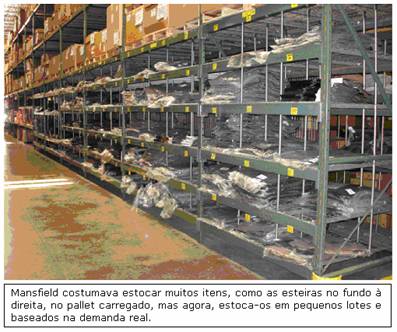
Entregas em pequenos lotes e alta freqüência, combinadas com uma análise cuidadosa da demanda real, permitiram que a Mansfield liberasse espaço de estoque de peças para novos modelos. Se as informações de vendas mostram que o centro de distribuição vendeu um capô por semana, dois estavam estocados no acervo principal localizado no nível do chão e dois mantidos no estoque de segurança no rack acima do estoque fundamental. Quando um é vendido, outro é solicitado para o armazém de Kentucky. Com lotes bem menores mantidos em estoque “podemos usar a área de estocagem, que era somente aos amortecedores, para seis tipos de peças”, explicou Gallagher.
A Mansfield está ganhando um espaço adicional através de eventos kaizen para melhorar a maneira como as peças são estocadas. Por exemplo, estocar as peças verticalmente ocupa menos espaço e causa menores danos do que horizontalmente.
A Toyota usa o seguinte guia para estocagem de itens:
1-Agrupe peças similares juntas (matéria prima, caixa pequena, caixa grande, sistemas de exaustão, peças soltas em caixas, capôs, portas, amortecedores, etc.).
2- Estocar verticalmente.
3- Estocar em locais de fácil acesso para os funcionários.
4- Estocar peças pesadas ergonomicamente seguras.
5- Separe o local para cada peça.
6- Espaço pré-determinado do local do estoque para identificar fornecimento em excesso.
7- Estocar baseado em movimentação (itens com maior movimentação na frente do armazém).
Se as peças são movidas do estoque de segurança para o estoque principal, o operador da empilhadeira anota em um papel a data e quantas foram movidas. No final do mês, os gerentes revisam as informações para ver se muitas peças estão sendo movidas com muita freqüência. Se houver muito movimento de uma peça para fora do estoque de segurança, eles manterão mais peças no estoque principal.

“O objetivo é nunca mexer no estoque de segurança”, afirmou Gallagher. “Ter empilhadeiras reabastecendo desses estoques, é uma perda de tempo e prejudica a produtividade. Se os seus cálculos para o estoque principal estiverem corretos, você nunca precisará tocar no seu estoque de segurança”. Os cálculos são baseados no histórico das vendas e o tempo de reabastecimento é obtido através dos armazéns da Califórnia e Kentucky. Estoques de segurança servem de pulmão no caso de um caminhão de entrega quebrar ou um mau tempo causar um aumento dos acidentes e o resultante aumento de reparos nas concessionárias. “Mantemos os olhos no estoque de segurança e tentamos diminuí-lo o tempo todo”, contou Bob Gallagher. “Estoque de segurança não é para ter rotatividade, exceto para baterias e alguns poucos itens com prazo de validade”, completou.
Pequenos lotes e estoques de segurança mínimos têm feito maravilhas, disse Gallagher. “Isso nos permitirá ficar neste edifício por muito mais tempo, pois nos deu mais espaço condensando a quantidade de área necessária para uma peça. Quando você tem menos estoque, há um controle visual melhor do que possui. E mais, nos permitiu reduzir muito o estoque de nossa cadeia de fornecedores”.
É vital para manter um estoque mínimo que seja feito o descarregamento dos seis trailers com peças de reposição que chegam da Califórnia e Kentucky dentro de 24 horas. A Mansfield costumava atrasar o descarregamento se a segunda-feira fosse um dia muito ocupado com os pedidos recebidos durante o final de semana. Mas isso sempre resulta em trabalhar no sábado e alguns fretes atrasados em até cinco dias. Agora, os funcionários trabalharão uma ou duas horas a mais se for necessário para descarregar todos os trailers no dia que eles chegam. "Antes de irmos para casa, todos os trailers que recebemos aquele dia são descarregados", afirmou Gallagher.
Próximos passos
As peças que chegam vêm com etiquetas que indicam a sua localização no centro de distribuição. Um funcionário escaneia a etiqueta para atualizar no computador o que há no estoque. "É uma maneira um pouco antiquada para se fazer isso, mas é realmente simples e funciona", completou o gerente.
Um novo sistema de abastecimento em desenvolvimento substituirá as etiquetas de papel com etiquetas de identificação por rádio freqüência que atualizarão os dados do estoque quando o caminhão chegar à doca de recebimento. O sistema irá equipar os carrinhos de recebimento com receptores e pequenas telas de computador que mostrarão ao colaborador a melhor seqüência para organizar as peças que acabaram de chegar. As mudanças reduzem os dias de descarregamento, um indicador chave de quanto tempo demora para descarregar um frete e levar a Mansfield para o próximo passo, visando o objetivo principal descrito por Gallagher de como “satisfazer o cliente e diminuir a cadeia de fornecedores através da redução do estoque”.
Resumo do Centro de Distribuição de Peças de Boston
|
Produtividade | +3% anualmente | |
Tempo para descarregar e armazenar peças | < 22 horas por container | |
Estoque | 32,2 dias | |
Erros por mil pedidos | 64 erros | |
| 1981 | 2006 |
Porcentagem de pedidos/
estoques críticos | 45%- 55% | 5%-95% |
Modelos Toyota vendidos nos EUA | 7 | 17 |
Tamanho do armazém | 187.400 pés quadrados | 187. 400 pés quadrados |
Para maiores informações sobre alguns termos utilizados neste artigo como kaizen, just in time, heijunka, jishuken, consulte o Léxico Lean.
* Traduzido pelo Lean Institute Brasil.
** Fonte: Lean Enterprise Institute