
Em 1990, “A Máquina que Mudou o Mundo”, recheado de evidências quantitativas, mostrou para a comunidade automotiva que uma montadora japonesa, a Toyota, estava a frente em manufatura, design e cadeia de fornecedores usando pioneiramente as técnicas de produção lean refinadas nos últimos 40 anos. O enorme gap entre a produção lean e a produção em massa era impressionante.
“A Mentalidade Enxuta”, o livro seguinte em 1996, esboçou alguns meios que as empresas estavam usando para atingir estágios mais enxutos. Os outros livros referentes ao lean desde então contam estórias parecidas para diferentes indústrias e culturas. Numerosas conferências, seminários, treinamentos organizacionais, outros recursos adicionais documentam e detalham o progresso ou os métodos envolvidos na transformação lean. Além disso, o e-business, terceirização, automação e outras tendências e modismos gerenciais continuarão a chamar a atenção daqueles que podem estar viciados em reflexões, as quais as vezes acabam sendo uma distração para o progresso em direção ao estado futuro ideal pois líderes erroneamente tentam ajustar seus problemas a uma solução específica.
Nos 16 anos desde o lançamento de “A Máquina que Mudou o Mundo” e nesses 10 anos de acompanhamento na “Mentalidade Enxuta”, o quanto nosso pensamento mudou e o quanto nós aprendemos? Duas coisas que estão muito mais claras são o domínio da Toyota na indústria automotiva e que a Toyota utiliza uma abordagem sistemática para a melhoria da empresa. Esse pensamento sistêmico focaliza nos processos criadores de valor desde a matéria prima até o produto acabado, do pedido até expedição, do conceito até o lançamento etc ao invés de apenas nos departamentos e funções. Adicionalmente, há um extensivo desenvolvimento de pessoas, não apenas de produtos. Talvez uma maneira de perguntar sobre aprendizagem e pensamento é olhar o progresso que foi feito em certos subsistemas que faça um produto com maior ciclo de vida em uma empresa lean, de acordo com que os avanços são realizados no nível mais alto toda empresa faz o balanço. A figura 1 mostra esses diferentes subsistemas que serão discutidos.
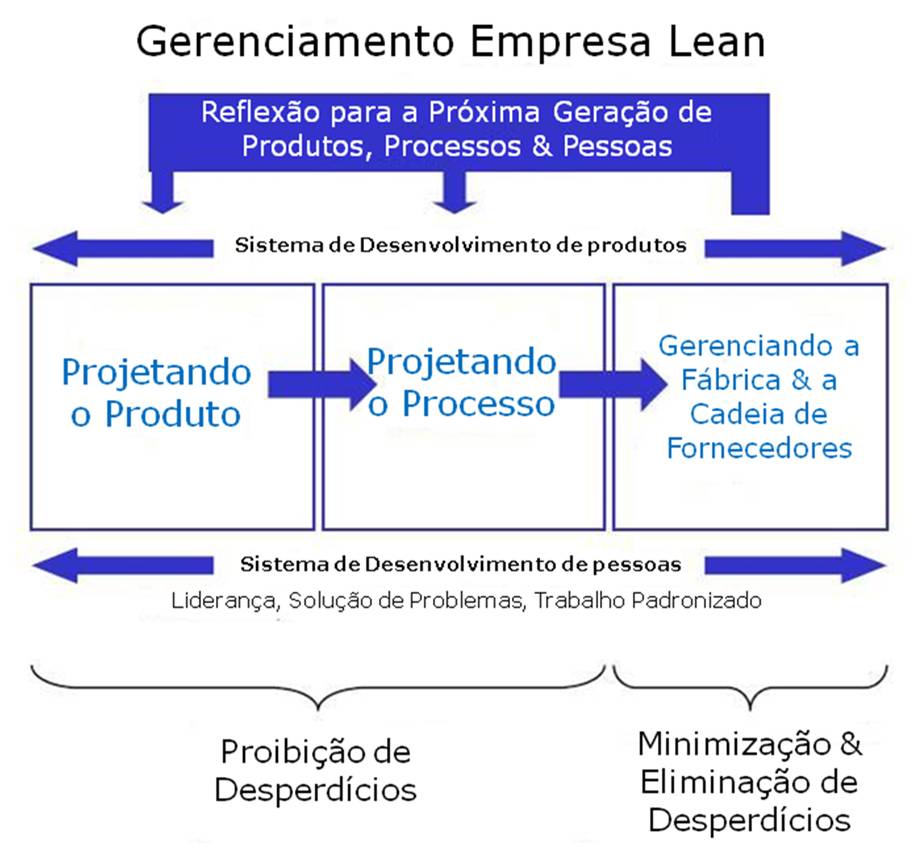
Figura 1 – Modelo do Ciclo de Vida de uma Empresa Lean
Subsistemas de uma empresa lean para discussão:
I. Gerenciamento da Fábrica & da Cadeia de Fornecimento.
II. Projetando o processo.
III. Projetando o produto.
IV. Desenvolvimento do produto.
V. Desenvolvimento das pessoas.
VI. Gerenciamento & Liderança da Empresa Lean.
I. Gerenciamento do Subsistema Fábrica & Cadeia de Fornecimento
Começando por onde a maioria dos recursos foi focada nos últimos 10 anos, vamos olhar para o primeiro subsistema “Gerenciamento da fábrica e da cadeia de fornecimento”, e como o pensamento tem evoluído. O pensamento lean esboça um plano de ação para implementá-lo. Os seis passos iniciais estão abaixo:
1. Encontre um agente de mudança.
2. Encontre um sensei.
3. Aproveite ou crie uma crise.
4. Mapeie seus fluxos de valor.
5. Escolha alguma coisa para começar.
6. Replique.
Infelizmente, muitas pessoas pulam o passo 4 e vão direto do passo 3 para o passo 5, e então replicam visões inapropriadas enquanto caem em espirais de kaizen pontuais que não estão ligadas com o plano ou estratégia de implementação. Esses eventos kaizen ajudam a ensinar as plantas em como mobilizar recursos rapidamente para fazer melhorias nas áreas. Muitas plantas investem uma quantia significativa de tempo e dinheiro em escritórios para a promoção do lean, equipes de kaizen, programas de certificação, ajuda externa, eventos blitz, dentre outras mais. Boas intenções nem sempre significam bons resultados se não tivermos mudado nosso pensamento ou o entendimento do valor e como ele flui para o cliente.
O método que tem trazido bons resultados hoje em dia no re-projeto da produção é método baseado no plano de ação para o fluxo de valor e orientado para a ação. O manual “Learning to See” (“Aprendendo a Enxergar”) de Mike Rother e John Shook publicado em 1999 quebrou paradigmas que fornece um enfoque padrão para visualizar como ambos, material e informação, fluem em uma série de processos consecutivos (apoiando o passo 4 acima), assim como cria um método para desenvolver um plano de trabalho para guiar a transição do estado atual para o estado futuro desejado. Em essência, cada fluxo de valor modelo é um laboratório de aprendizagem conceitual, introduzindo as ferramentas adequadas, e experimental, utilizando-as nas reais implementações. O engajamento e a motivação das pessoas para melhorar a performance da operação através do foco nos planos de trabalho servem para a liderança melhorar a qualidade, entrega, custo, entre outros. O objetivo principal é ensinar as pessoas, de forma prática, em como identificar e solucionar problemas com uma visão sistêmica.
Com um mínimo de recursos disponíveis, isso tem ajudado as fábricas a se focarem e alinharem seus esforços em transformar suas operações aos poucos, ou fatiar o fluxo de valor, eliminando o desperdício, a flutuação e as sobrecargas. Este enfoque do fluxo de valor está resumido aqui:
• Reunião de escopo (3-4 semanas antes do workshop de mapeamento).
• Mapeamento do estado atual.
• Mapeamento do estado ideal.
• Mapeamento do estado futuro.
• Planejamento do trabalho (3-6 meses normalmente).
• Execução do plano.
Essa abordagem de seis passos não é tão simples de se fazer inicialmente. O entendimento do nível de detalhes apropriado do mapeamento, compreender os conceitos lean e desenhar um fluxo mais enxuto não são fáceis de fazer ou mapear com pouca ou nenhuma experiência de melhoria, ou sem a correta equipe multi-funcional. Adicionalmente, o comportamento da liderança deve mudar para apoiar este enfoque. Esse é a parte que em que é mais conveniente trabalhar inicialmente guiado por uma pessoa experiente em implementações, a qual irá ajudar a guiar e ensinar as pessoas, liderança e desenvolvimento do sistema (apoiando os passos 1 e 2 acima).
Oportunidade: Melhoria na performance através do re-projeto dos processos.
Meio: Método baseado no fluxo de valor e orientado para as ações de melhoria
Benefícios: Lead times mais curtos, fluxos balanceados, foco no consumidor, lideres de kaizen, pensadores sistêmicos.
II. Projetando o Processo – o subsistema de pré-produção
Enquanto quase todo o entusiasmo e esforço de melhoria têm sido focado na manufatura no nível do chão de fábrica, muito menos esforço têm sido direcionado para proibir o desperdício do processo em primeiro lugar. Olhando novamente para o ciclo de vida do produto na Figura 2, temos três pontos críticos de controle de custos de um produto (isso é uma versão modificada de um slide da Glenn Uminger da Toyota na Conferência sobre Lean na Universidade de Michigan, 6 de maio de 2003):
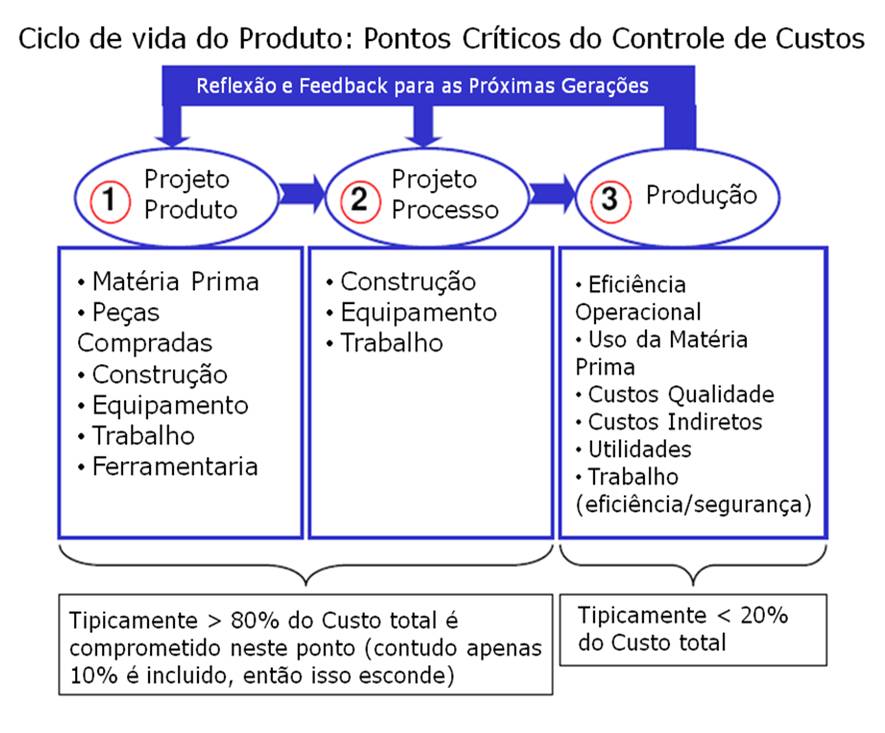
Figura 2 – Custos do ciclo de vida do produto
O ponto chave aqui é que embora a maioria dos esforços de melhoria tenham sido gastos na produção, isso é geralmente a menor área de impacto, uma vez que tipicamente mais de 80% do custo é comprometido antes mesmo dele ir para a produção. Ainda, apenas 20% do custo pode ser adicionado antes desse ponto, então esse fato pode facilmente permanecer escondido. A maioria dos re-projetos de processos em operações existentes é o desperdício da correção do pobre projeto inicial do sistema.
É importante começar operando sistemas de melhoria na produção devido ao fato que os benefícios tangíveis podem ser vistos rapidamente para o aprendizado, além de ser o último ponto de contato com o cliente. As empresas precisam dar um feed-back dessas experiências de implementação para o lançamento de novos programas e seu produto subseqüente e projeto de processos, ou então uma boa oportunidade estará sendo perdida para ensinar os parceiros fluxo acima sobre como melhorar o negócio e dar suporte ao verdadeiro cliente final.
Movendo-se fluxo acima para o primeiro ponto do ciclo de vida depois da produção e olhando para o ponto do projeto do processo, existem algumas maneiras similares de melhorias do projeto do processo lean. Uma das mais conhecidas é o 3P (processo de preparação da produção), o qual pode ser usado para novos programas e também quando um novo projeto de produto esteja pronto mas o processo ainda não foi definido, as vezes conhecido como preparação do processo (2P). É um grande salto ir de um método sem nenhum processo de preparação para o 3P, e uma evolução para o 3P normalmente ocorre com a empresa desenvolvendo inicialmente o enfoque apropriado no nível 2P antes de seguir fluxo acima.
Mais e mais as empresas estão entendendo a necessidade em ter linhas e células melhores na fase de projeto do processo, e estão usando uma abordagem no mesmo estilo do 2P antes do capital ser utilizado ou o aço ser cortado. Outros enfoques relacionados estão sendo utilizados, mas a chave é ter um esquema e processo fácil de usar seguindo o que a Toyota gosta de chamar “engenharia de senso comum”. Empresas avançadas até desenvolveram abordagens para o projeto do sistema de produção que melhora o 3P e o 2P que se adaptam melhores às necessidades de seus negócios.
Um exemplo dessa customização é combinar a ferramenta do fluxo de valor com o esquema do 3P para criar um método de Projeto do Sistema Operacional (OSD). Como foi mostrado pelo Womack & Jones na “Mentalidade Enxuta”, os autores especificaram cinco princípios para o combate ao desperdício (e também a flutuação e sobrecarga) nas operações:
• Especificar valor.
• Identificar o fluxo de valor.
• Fluxo contínuo.
• Puxar.
• Perfeição.
Por uma perspectiva do PSO (OSD), esses são os mesmos princípios a serem seguidos quando estamos projetando e fazendo a engenharia de sistemas de produção. O valor é definido pelo verdadeiro cliente. Depois, identificar todo o fluxo de valor para o produto. Fazer com que todos os processos que criam valor fluam continuamente através da conexão dessas diversas etapas. Deixar que real cliente puxe o produto de você de acordo com a necessidade, ao invés de empurrar o produto para um estranho. Finalmente, a perfeição ocorre de acordo com que os parceiros da cadeia de fornecedores trabalhem de forma transparente para seguir os princípios através de todo o ciclo de vida do produto para minimizar o fluxo de desperdício. (Womack & Jones, 1996)
Usando o Projeto do Sistema Operacional, o projeto atual precisa ocorrer em dois níveis – conceito & configuração. Primeiramente, você precisa entender o produto, as expectativas do cliente, as características do processo, a demanda do cliente, os parceiros da cadeia de fornecimento, e algumas outras variáveis criticas para obter um conceito apropriado, como um plano de localização, tempo de ciclo esperado, visão do layout da linha, projeto da fluxo de valor da planta, estratégia do fluxo de material & informação. Isto é a parte do Escopo e Projeto do OSD, como mostrado na Figura 3.
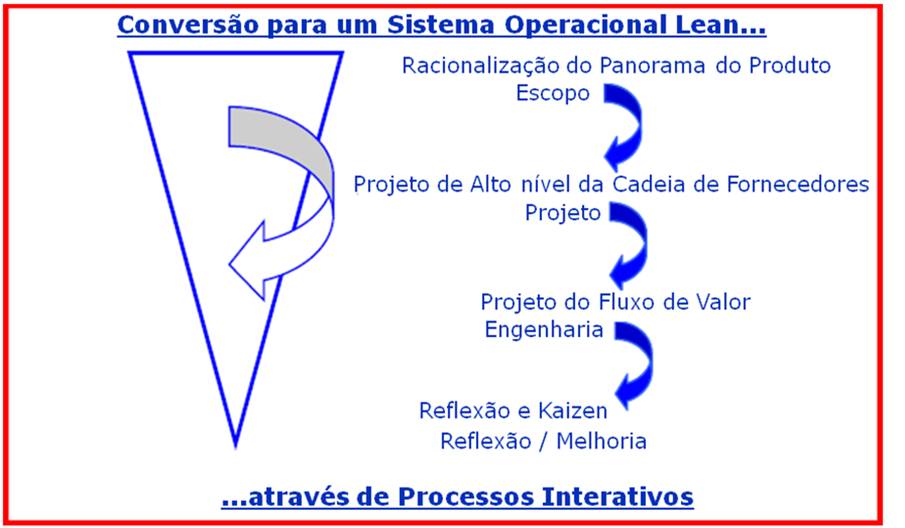
Figura 3 – Enfoque para o Projeto do Sistema Operacional (OSD)
Uma vez que um conceito de nível elevado seja compreendido, depois prossegue a configuração, seleção, desenvolvimento de estações, layout, movimentação de materiais, apresentação da peça, desenvolvimento do equipamento lean, sistemas suporte / pessoas etc. Muitas vezes, engenheiros e equipes irão mergulhar em um estágio de configuração para um projeto de uma célula definida sem primeiro entender adequadamente o conceito, o que é muito arriscado e gera muito desperdício, e pode resultar em um baixo nível de desempenho do produto ou do processo, assim como a uma pobre execução operacional. Adicionalmente, a seleção real do processo deveria buscar definir o tamanho certo de qualquer tecnologia, assim como minimizar o consumo de energia, os impactos ambientais e o uso de peças de reposição, visando o custo de vida total do capital. Isso é a parte de Engenharia e o Reflexão / Melhoria do OSD.
Assim como com o subsistema anterior, é melhor começar a trabalhar guiado por ambos, um projetista experiente de fluxo de valor e em processos o qual estará apto a ser o mentor da próxima geração de projetistas para um efeito cascata.
Oportunidade: Projetar Processos Lean.
Meio: Processo de Preparação da Produção (3P, 2P), Enfoque do Projeto do Sistema Operacional (OSD).
Benefícios: Linhas flexíveis /capacidade, fluxo continuo balanceado, nível apropriado de trabalho manual / automação, pessoas capazes.
III. Projetando o Subsistema do Produto
Nesse subsistema atualmente, o projeto do produto não deve apenas atender e exceder as expectativas do cliente, mas o produto deve levar em conta que não há recursos naturais infinitos disponíveis no mundo para sustentar o aumento de demanda global e de desenvolvimento.
Como uma primeira parte para atender e exceder as expectativas do consumidor no projeto de um produto, uma abordagem usada pela Toyota foi chamada de “set-based concurrent engineering” (engenharia simultânea baseada em alternativas) – SBCE - por um grupo acadêmico da Universidade de Michigan em 1995 (Ward et al, 1995). Uma ampla escala de alternativas são consideradas, e um processo é seguido em que essas escolhas vão se afunilando até ser encontrada uma melhor solução. SBCE difere do tradicional projeto em “silos” pois considera as perspectivas de projeto propostas por diferentes funções, e converge até uma faixa aceitável de alternativas antes de selecionar a melhor. A figura 4 abaixo ilustra essa abordagem com o uso de um diagrama Venn. Ao carregar a fase inicial do projeto, os overlaps são identificados em um nível aceitável, minimizando mudanças nos futuros projetos e na engenharia fluxo abaixo, assim como a eliminação de uma boa parcela de desperdício nos primeiros estágios do projeto do produto (Morgan & Liker, 2006).
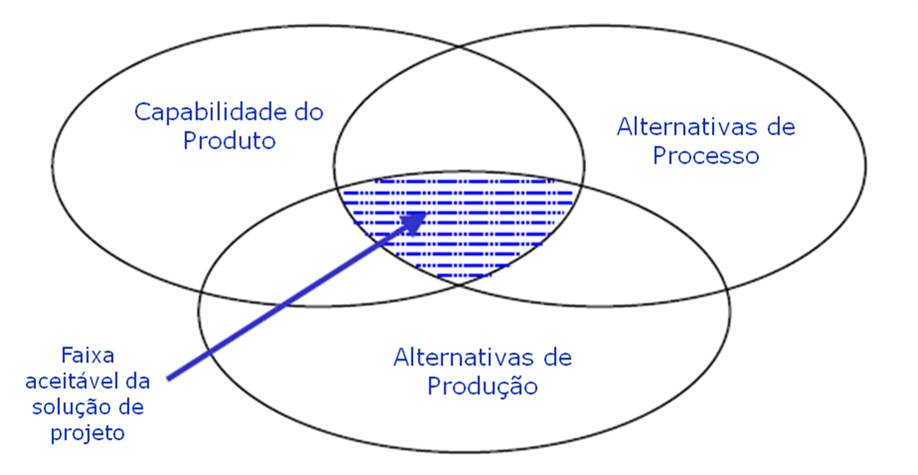
Figura 4 – Considerações baseadas em alternativas das diferentes visões (Morgan & Liker, 2006)
Sobre o assunto de conservar os recursos com o projeto de futuros produtos, é importante entender a condição atual do suprimento, demanda e reabastecimento. O mais recente relatório de 2006 do grupo de conservação da natureza, o World Wide Fund (WWF), citou que com essas taxas atuais de consumo, os humanos irão precisar de dois planetas de recursos naturais a cada ano a partir de 2050. Os fluxos de desperdícios estão crescendo mais rapidamente do que a natureza pode retorná-los para o uso. Muitos paises estão vivendo bem além de seus meios e cada um terá que mudar seus estilos de vida para reverter essa tendência. O projeto do produto precisará focalizar em muitas coisas para ajudar a reverter essa tendência - minimização do uso do produto, re-uso e reciclagem, materiais e embalagens comuns padronizadas, eliminação de componentes e outros. Adicionalmente, o projeto do produto precisa apoiar o retorno e a reciclagem eficaz e eficiente desse material uma vez que não tenha mais utilidade.
Oportunidade: Projeto de Produto Lean.
Meio: Set-based concurrent engineering (SBCE), padrões de projeto, checklists de engenharia, diversas ferramentas (QFD, Kano, etc).
Benefícios: Solução de projeto vitoriosa, impacto mínimo sobre o meio ambiente.
IV. Sistema de Desenvolvimento de produto
Para ter todos os subsistemas mencionados anteriormente trabalhando em conjunto com sucesso, é indispensável um sistema robusto e lean de desenvolvimento de produtos. No “A Máquina que Mudou o Mundo”, Womack, Jones e Ross, apresentaram no capítulo 5 do livro uma visão bastante ampla de como funciona o desenvolvimento de produtos na Toyota.
Até recentemente, poucos estudos estavam disponíveis sobre os detalhes e métodos reais aplicados pela Toyota em seu sistema de desenvolvimento de produtos, que é de longe o melhor em toda a indústria apesar de apresentar a mais baixa relação entre o custo de vendas e P&D (Morgan & Liker, 2006). Embora o “gap” de desempenho dentro do subsistema de produção esteja cada vez menor entre os competidores, esse não é o caso em subsistemas de desenvolvimento de produto uma vez que poucas empresas se aventuraram a fazê-lo nesta etapa fluxo acima.
Hoje em dia muitas empresas tem um modelo de gerenciamento do desenvolvimento de produto baseado em etapas com “gates”. Isso é tipicamente uma estrutura de alto nível com muitos detalhes sobre os resultados esperados das diversas áreas funcionais, e geralmente gerenciados por um grupo corporativo central. Entretanto, isso focaliza apenas nos fins, e as diferentes equipes ficam perdidas tentando encontrar os “meios” para atingirem os resultados. Sem um processo claro para guiar a atividade e o trabalho, o desperdício prevalece durante o ciclo de desenvolvimento e muito acordos e negociações são feitas para mover o produto pelos estágios, departamentos e “gates”.
No início de 2006, foi publicado um novo livro chamado “The Toyota Product Development System” de James Morgan e Jeff Liker mostrando a maneira completa com que a Toyota faz o seu desenvolvimento de produto. Os leitores aprendem sobre os métodos específicos que os engenheiros da Toyota usam, como o engenheiro chefe, “obeya room”, engenharia simultânea baseada em alternativas, desenvolvimento carregado no inicio (“front-loaded development”), padronização rigorosa, e mais. Adicionalmente, a filosofia por traz de cada método e técnica é explicada (Morgan & Liker, 2006).
Uma das descobertas mais notáveis do livro é que muitas das ferramentas que são aplicadas no gerenciamento da produção também são utilizadas no gerenciamento do desenvolvimento de produto (e.g., padrões, redução de desperdício/variações, nivelamento, mapeamento do fluxo de valor). Os conceitos são os mesmos, mas a maneira com que são utilizados irá variar. Com a publicação do “The Product Development System”, agora temos um quadro de referência empresarial completo e livros para complementar a parte conceitual de aprendizagem no desenvolvimento de uma organização lean.
Além disso, como a figura 2 mostrou, a seleção do fornecedor acontece nos primeiros estágios do ciclo de vida do produto. Então, é preciso ter um fornecedor parceiro, com forte desenvolvimento e gerenciamento do processo como parte do sistema de desenvolvimento de produto.
Oportunidade: Sistema de Desenvolvimento de Produto Lean.
Meio: tarefas padronizadas da engenharia, uso do engenheiro chefe, “obeya room”, pré-escolha do fornecedor parceiro.
Benefícios: Processo de lançamento sem falhas, diminuição dos ciclos do conceito até o lançamento, produto de alta qualidade e altos níveis de serviço, flexibilidade de mix de modelos.
V. Sistema de Desenvolvimento de Pessoas
Como nas discussões anteriores do desenvolvimento de produtos, o desenvolvimento de pessoas é um sistema subjacente que ocorre em cada subsistema e na empresa toda. Com o sucesso da expansão dos sistemas de manufatura lean em todo o mundo, muitos pré-conceitos que diziam que o lean só funcionaria em algumas culturas ou tipos de indústrias se mostraram incorretos. Adicionalmente, muitas companhias ou competidores que tiveram insucesso tentando implementar o estilo de desenvolvimento da Toyota ou outros tipos de sistema nas suas próprias operações tem visto suas pessoas saírem e obterem sucesso na implementação desses mesmos sistemas em qualquer outro lugar (alguns até mesmo em uma Toyota em expansão).
No caso da Toyota, mais de um dos veteranos referem-se ao TPS não como Sistema Toyota de Produção, mas sim como “Thinking Production System”.Acima de tudo, fluxos de valor, projetos de células, lançamento de produtos, fornecedores, entre outros, não melhoram por si só – eles são o resultado direto de pessoas capazes (internamente e externamente) identificando e solucionando problemas e desafios continuamente.
Recentemente, um artigo apareceu no Jornal da Sociedade Organizacional de Aprendizagem (SOL) que discutia o “Thinking Production System” e o desenvolvimento de pessoas (Balle et al, 2006). Os autores introduziram quatro elementos que abrange o TPS mas que freqüentemente são mal entendidos:
• Foco no desempenho.
• Consciência sobre problemas.
• Solução de problemas da maneira correta.
• Desenvolvimento das pessoas através da solução de problemas.
De acordo com o artigo, o primeiro objetivo do TPS é melhorar o desempenho – não é simplesmente apenas implementar uma ferramenta como o kanban, setup rápido, etc (algumas vezes refere-se a busca da perfeição). O foco no desempenho é melhorar a qualidade, serviço e custo sem comprometer os valores fundamentais. O segundo item é a consciência sobre os problemas, e entender o quanto longe da perfeição o estado atual está. O terceiro é a solução de problemas da maneira correta, usando experimentos, observações reais dos fatos, e perguntando “por que” múltiplas vezes para encontrar a solução. O ultimo elemento é o ensinamento por parte das gerências para desenvolver uma “consciência da necessidade do kaizen” através da solução de problemas e atividades de melhorias usando repetidos ciclos do plan-do-check-act (PDCA).
O objetivo é desenvolver indivíduos capazes de identificar problemas e resolvê-los apropriadamente, assim como retornar o aprendizado desses ciclos de solução de problemas. Curtos períodos de solução de problemas de pequenos lotes (e.g., diariamente, a cada hora, dentro do “pitch”) começam a tomar o lugar da solução de problemas em grandes lotes que podem ser feitos com um evento kaizen que ocorre mensalmente.
As pessoas são o coração para cada um dos subsistemas já discutidos. Há alguns pontos simples de desenvolvimento de pessoas que se aplicam a cada subsistema – entender a gama de habilidades necessárias, parceria entre a área de recursos humanos e as áreas funcionais, investir em forte “mentoria”, não permitir altas rotatividades, ensinar habilidades técnicas não disponíveis em cursos e praticar a reflexão de todo o processo periodicamente.
Uma área discutida cada vez mais importante para o desenvolvimento de pessoas está no currículo dos cursos de graduação das universidades. Muitos dos conceitos em habilidades de liderança que a Toyota se refere como sendo de senso comum não são ensinados e nem apresentados dentro dos temas básicos de faculdades de engenharia ou administração, apesar do seu sucesso comprovado. O ensino apropriado dessas habilidades irá continuar a ser uma grande área de oportunidade para as faculdades pois as empresas requererão cada vez mais uma base de conhecimento para desenvolverem mais pensadores sistêmicos. O network da Academia Educacional Lean (LEAN), localizada na Universidade Estadual de Ohio composta por educadores e lideres de todo os Estados Unidos, é uma organização que foi recentemente criada para dar suporte a esse tópico. (www.teachinglean.org).
Oportunidade: Sistema de Desenvolvimento de Pessoas.
Meio: Gerenciamento e desenvolvimento de pessoas através de solução de problemas e atividades de melhorias usando o ciclo PDCA.
Benefícios: Lideres de kaizen, aprendizado e desenvolvimento de habilidades, foco constante em diminuir o espaço entre o estado atual e o estado ideal.
VI. Gerenciamento e Liderança na Empresa Lean
O último sistema para se discutir é o gerenciamento e liderança na empresa lean. Geralmente, há um interesse em encontrar a única trilha ou o formato para se implementar o lean em uma organização. Infelizmente, não existe uma pílula mágica e não pode ser tratado como algum projeto que pode ser completado rapidamente e facilmente. É um processo de evolução que continua sem fim. Adicionalmente, não é algo que você pode implementar e deixar de lado, pois irá retornar ao estado inicial ou ainda pior.
O desperdício está presente em todas as empresas, e freqüentemente toma mais de 99% do tempo que um produto ou serviço precisa ficar no fluxo de valor, quer aquele fluxo de trabalho seja na produção, projeto do produto, ou outro fluxo. Assim, o tempo de valor agregado é geralmente menos do que 1% do tempo do ciclo total do produto. A gerência tem que mudar a maneira de pensar sobre o assunto, como organizar, e como medir esse trabalho.
Um livro que retrata esse assunto do trabalho é o “Profit Beyond Measure” (Johnson e Broms, 2000). Os autores apresentam o enfoque mecanicista tradicional de gerenciamento por resultados (MRB) que perpetua parte do desperdício devido ao fato de estabelecer metas contábeis pré-definidas. As pessoas poderão atingir os objetivos de curto prazo, mas eles também podem arruinar a empresa durante o processo. Ao invés disso, as companhias precisam mudar para a aproximação de gerenciamento pelos meios (MBM) que focaliza nos princípios vivos de sistemas da auto-organização, interdependência e diversidade. É a interação entre as pessoas e processos que determina a força da empresa já que é um sistema dinâmico, assim como determina sua capacidade de pensar e melhorar.
Os autores concluem que indicadores quantitativos deveriam ser usadas para descrever o estado ou condição de um sistema natural, mas não para controlar e regular. Como trata-se de um sistema que está sendo medido, qualquer tentativa em dividi-lo para a avaliação irá comprometer as conexões subjacentes que mantém o sistema unido, se as pessoas são obrigadas a cumprirem metas que irão sub-otimizar o sistema. Ao invés, focalize em organizar o trabalho e as interações em um fluxo contínuo suave. Cuide dos meios que os resultados irão aparecer. A Toyota não utiliza nenhum controle financeiro externo para avaliar ou motivar suas operações nos EUA. O livro também fornece uma boa visão histórica do gerenciamento da contabilidade moderna e como têm afetado os comportamentos e decisões do gerenciamento atual.
Pela perspectiva do W. Edwards Deming e pelas escritas do livro, é a função do gerenciamento entender o negócio como um sistema de trabalho. Bons gerentes focalizam no sistema de trabalho, não em atingir as metas. Infelizmente, a maioria dos gerentes não tem a oportunidade de aprender ou “ir e ver” como é o trabalho real devido ao foco em ciclos de 90 dias de indicadores quantitativos e controle de custos dos resultados. Como o rabo esta abanando o cachorro, a empresa começa a perseguir o rabo em uma espiral de ações que são desperdícios e perseguem medidas de corte nos custos que destroem a cultura da empresa (DNA) e o desejo de melhorar. Sem o conhecimento do trabalho real para o negócio, é impossível melhorar um objetivo numérico, ou ainda evitar projetar desperdícios em programas futuros.
Uma maneira eficaz de processo de gerenciamento para uma empresa é o desdobramento da estratégia, que liga as práticas de melhoria à estratégia de negócio da empresa em uma base anual e uma revisão cadenciada mensal. Muito freqüentemente, as companhias irão tentar melhorar, mas o método pode ser “top-down”. Outros enfoques podem ser fortemente top-down sem envolvimento dos outros níveis. O desdobramento da estratégia é um processo apropriado para ajudar a esclarecer o escopo e o ritmo da melhoria, assim como as metas esperadas, para ajudar a balancear e conectar as atividades através do espectro da empresa.
Como notado no subsistema de desenvolvimento de produto, agora é a hora crítica para mudar nosso pensamento e ações em direção ao meio ambiente. A liderança e o gerenciamento precisam manter-se empenhados para atingir o estado ideal do sistema de operação sustentável. Crescimento sem fim não é sustentável na natureza e no negócio a longo prazo. Os desafios a frente significarão pensar em como minimizar todo o desperdício, tanto o tangível como o intangível, assim como conservar recursos através do ciclo de vida de um produto para permitir as futuras gerações um amplo fornecimento desses recursos.
O foco no aumento da porcentagem de tempo de agregação de valor e diminuição do desperdício irá aumentar os lucros e também sustentar a si próprio pelo desenvolvimento da força de trabalho capaz que está realmente melhorando o sistema de negócios a cada dia. Essa pouco lembrada habilidade de organizar o trabalho eficazmente e eficientemente e o pensamento sistêmico são aplicáveis não importa o que a empresa produz ou constrói. Na medida em que essas habilidades cascateiam através de uma organização, os resultados de melhoria e aprendizado se amplificam.
Oportunidade: Sistema de Gestão da Empresa Lean.
Meio: Gerenciamento por meios,“vá ver”, desdobramento da estratégia, lógica lean de localização.
Benefícios: Lideres capazes, gerentes com conhecimento, aprendizagem organizacional, recursos conservados, mínimo desperdício, formação de talentos, maiores lucros.
... pensando sobre a Perfeição
Na medida em que a empresa amadurece e começa a transformar o sistema de negócio, as linhas entre o cliente, fornecedores e fabricantes começam a desaparecer. Parte do sistema de operação sustentável é conectar perfeitamente o consumo com o fornecimento, pela discussão de Womack & Jones no livro Soluções Enxutas, lançado em 2005. Eles mostraram cinco princípios para o consumo lean, com as possíveis soluções listadas entre parênteses (Womack & Jones, 2005).
• Solucione nossos problemas completamente – cliente, fornecedor, fabricante (implemente feedback inteligente)
• Não desperdice o meu tempo (elimine filas e tempo de espera)
• Faça exatamente aquilo que necessito (implemente a logística lean)
• Exatamente onde quero (ofereça uma gama de formatos de baixo custo)
• Exatamente quando quero (transforme os cliente em parceiros)
Uma das primeiras questões para se perguntar para os clientes, fornecedores e manufaturadores de um ampla perspectiva é – como eliminar a necessidade de um produto ou serviço em primeiro lugar? Essa é um assunto difícil, já que isso poderá eliminar potencialmente muitos fluxos de valor operacionais, muitos dos quais são rentáveis no curto prazo para o negócio. Muito mais importante, no entanto, isso iria aproximar todos ainda mais na cadeia da demanda, assim como ser a melhor opção para todos os parceiros a longo prazo (conservando recursos, minimizando o gasto de capital etc). Iria diminuir o excesso de itens e vastos estoques de produtos acabados e serviços ao redor do globo que atualmente não são capazes de promover níveis de serviços adequados a custos razoáveis. As pessoas iriam deslocar os esforços de solução de problemas para uma outra oportunidade, ao invés de refinar repetidamente uma atividade ou item desnecessário. Adicionalmente, iria reduzir drasticamente os fornecedores que empurram para seus clientes produtos ou serviços muito abundantes, o que não é a melhor solução.
Um ponto interessante para expandir a partir dos cinco princípios acima é o de oferecer uma gama de formatos de baixo custo. Nos últimos anos têm existido um intenso foco no fornecimento global e no forneciemtno de baixo custo, com uma lógica que os custos de mão de obra direta são um grande problema para a competitividade de um produto (interessantemente, esses custos são geralmente apenas uma pequena parte do custo total, com “overheads” sendo a parte maior). Muitas empresas estão seguindo a linha das outras, como tartarugas indo ao mar, e pondo todos os seus ovos em uma cesta, e essa cesta está a múltiplas zonas de tempo de distancia, o que freqüentemente dificulta a comunicação. Sem pensar sobre quais processos, componentes, ou volumes deveriam ser realocados, os lead times ficam inchados e o nível de serviço começa a regredir. Para solucionar problemas eficazmente e para desenvolver pessoas, essa cadeia de fornecimento se torna muito difícil de gerenciar, e ainda mais difícil de melhorar. A melhor solução é entender o pensamento de como alocar os parceiros da cadeia de fornecimento.
Para entender completamente o cliente e solucionar o problema deles, e conseguir fazer o link com todos os princípios do consumo lean, é necessário ter um método lógico de localização lean como parte do desenvolvimento de uma cadeia de fornecimento em uma era do consumo lean, através da sugestão de Womack e Jones. Quando os pedaços do fluxo de valor estão no lugar certo, a solução de problemas é fácil (assim, rápida e barata). O desafio é encontrar a localização correta para cada parceiro da linha de negócio, sem restringir a habilidade de continuar melhorando a qualidade, encurtando os lead times e reduzindo os custos em ambiente dinâmico, o que ocorre quando se tem quantidade enorme de pessoas capazes encontrando novas oportunidades para melhorar o sistema todo a cada dia.
Conclusão
Os quinze anos que se passaram nos introduziram muitas facetas da produção lean e um nível acima para uma empresa lean. Os desafios daqui para frente incluem se tornar pensadores sistêmicos e solucionadores de problemas rapidamente na gestão e fortalecimento do sistema empresarial para apoiar ainda mais o cliente em equilíbrio com a natureza, focalizando em atingir a visão do estado ideal para os fluxos de produto e serviços, continuando a melhorar os custos, qualidade e níveis de serviço a excelência mundial, e desenvolvendo a próxima geração de lideres e talentos que irão levar a empresa para um nível mais alto dentro da indústria e da sociedade. A perfeição irá ocorrer quando o consumo ou as necessidades do cliente forem atendidas produtores ou fabricantes de produtos e serviços.
Epílogo: Guia de Plano de Ação para uma Empresa Lean
Os pontos a seguir são alguns dos passos importantes que as empresas irão tomar inicialmente na medida em que elas tentam transformar qualquer parte do subsistema de sua empresa no primeiro de muitos anos. Embora estejam escritos em uma seqüência linear, os passos não são necessariamente seqüenciais, e podem ser redirecionados e interativos. “A Mentalidade Enxuta”, “O Modelo Toyota” de Jeffrey K.Liker, e outros inúmeros livros sobre a implementação lean tem planos de ação similares a este.
• Selecione um pequeno número de áreas modelo candidatas (não mais do que 4).
. Comece focando-se na seleção de pequenas áreas para transformar e ter uma liderança forte; faça com que o método seja seguido de forma mandatória – não se discute para onde a área deve ir mas como chegar lá
. Conscientize a alta administração sobre o que está para acontecer; mais a frente o foco na área deles irá vir conforme a consciência seja entendida.
. Use esse grupo piloto das áreas para criar um método de melhoria para a empresa através da reflexão e feedback.
• Selecione uma linha modelo dentro de cada área para mostrar que o lean funciona no negócio e para criar um exemplo para “ir ver”.
. Escolha uma linha modelo chave do início até o fim ou o fluxo de valor na área escolhida, e implemente ao máximo o TPS ou os conceitos lean de forma apropriada e na melhor seqüência.
. Elimine a síndrome “lean não funciona em nosso negócio”.
• Utilize o mapeamento do fluxo de valor para o desenvolvimento de um estado futuro e de um plano de ação.
. Analise os fluxos de material, informação e processo guiados por um experiente facilitador e com experiência em implementação.
. Entenda os “gaps” entre o estados atual, ideal e futuro; isto é a visão importante para a melhoria.
. Inicie a mudança no comportamento da liderança, métodos de controle de custos e ensine os conceitos fundamentais com implementações.
• Desenvolva um plano de trabalho claro com o objetivo de atingir o estado futuro rapidamente.
. Use eventos kaizen com foco ou um workshop similar para melhorar o fluxo de informação dentro de 3 a 6 meses.
. Utilize uma linha modelo como laboratório de aprendizagem e para desenvolver pessoas.
. Use especialistas externos onde necessário.
• Mude o sistema primeiro, depois inicie a mudança da cultura.
. Operações são um sistema, não uma máquina, e as melhorias nas operações devem vir antes, seguido rapidamente pelo desenvolvimento de líderes internos.
. Adicionalmente, com muitos fracassos com “modas do mês” e treinamentos, pode ser necessário mostrar melhorias tangíveis no início.
• Focalizar os esforços iniciais na implementação.
. Qualquer esforço de treinamento deve ser feito com implementação, senão a parte de treinamento é desperdiçada e futuramente corroí a cultura.
. Mais tarde, encontre o balanço apropriado entre o aprendizado conceitual e o “fazer aprendendo”.
• Espalhe os resultados da implementação rapidamente.
. Use formatos de relatório padrão como o A3 e exponha na intranet ou por e-mail.
. Compartilhe e mostre casos de implementação de sucesso, lições aprendidas e reflexões.
• Comece a re-estruturar a linha do negocio ou área em verdadeiros fluxos de valor.
. Selecione pessoas com habilidades de liderança e negócio com um profundo entendimento do produto e processos porta-a-porta que serão esperados pelo cliente.
. Nota: isso não significa eliminar completamente ou minimizar todas as funções ou departamentos.
• Troque o sistema de medição financeiro para que dê suporte para a melhoria e custeio do fluxo de valor ou da linha de negócios.
• Construa baseado na herança da empresa para desenvolver uma metodologia de sistema operacional especifico, usando outras empresas de sucesso como guias de aprendizagem.
. Não copie simplesmente um método de uma outra empresa ou indústria.
• Selecione e desenvolva líderes com um plano de sucessão claro.
. A alta gerência precisa dirigir a mudança e entender o trabalho real.
. Os agentes de mudança são recursos valiosos para se ter em áreas chave (tipicamente nível médio ou alto) para ajudar a cascatear o aprendizado e as habilidades necessárias, assim como fazer com que a visão se torne realidade.
• Use uma equipe central de especialistas externos para ensinar e fazer melhorias rapidamente inicialmente.
. Roube as linhas de aprendizado de guias experientes; uma pessoa não pode fazer tudo, portanto, trabalhe com uma rede de indivíduos os quais tem os mesmos fundamentos
. Coordene os recursos externos através do agentes de mudanças interno para garantir o máximo do investimento para as pessoas.
. Desenvolva rapidamente líderes e guias internos para cascatear o método de implementação via implementações práticas.
Referências Bibliográficas
Womack, James P., Daniel T. Jones, e Daniel Roos. A Máquina que Mudou o Mundo. Editora Campus, 1992.
Womack, James P. e Daniel T. Jones, A Mentalidade Enxuta. Editora Campus, 1997.
Rother, Michael e John Shook, Aprendendo a Enxergar: Mapeamento do Fluxo de Valor para adicionar valor e eliminar os desperdícios. São Paulo-SP, Lean Institute Brasil, 1999.
Uminger, Glenn, Lean: Perspectiva de uma empresa, Anais da Nona Conferência Anual de Manufatura Lean da Universidade de Michigan, Ypsilanti, MI, 6 de Maio de 2003.
Ward, Allen C., Durward K. Sobek, John J. Christiano e Jeffrey K. Liker, Toyota, Concurrent Engineering, and Set-Based Design, In Liker,et al., eds. Engineered in Japan, New York: Oxford Press, pp. 192-216, 1995.
2006 Living Planet Report, World Wide Fund of Nature (WWF International), Gland, Switzerland, Outubro de 2006.
Morgan, James M. e Jeffrey K. Liker, The Toyota Production Development System: Integrating People, Process, and Tecnology, New York: Productive Press, 2006.
Balle, Michael, Godefroy Beaufallet, Art Smalley, Durward K. Sobek, The Thinking Production System, Reflections: The Soul Jornal, Society of Organizational Learning, Cambridge, MA, Volume 7, pp.1-12,2006.
Johnson, H. Thomas e Anders Broms, Profits Beyond Measure: Extraordinary Results through Attention to Work and People, New York: The Free Press, 2000.
Liker, Jeffrey K, O Modelo Toyota, Editora Bookman, 2006.
Womack, James P. e Daniel T. Jones, Soluções Enxutas, Rio de Janeiro, Editora Elsevier Campus, 2007.
*Nota:
Matt Zayko é instrutor do Lean Enterprise Institute (LEI).
Tradução: Diogo Kosaka.